





Екатеринбург, ул. Я. Свердлова, 11а, оф. 123
Пн – Пт: с 7.00 до 16.00 (MSK)
Заказать звонок
Заполните поля
Нажатие кнопки «Заказать звонок» означает согласие с настоящей Политикой конфиденциальности.

ТЕРМИЧЕСКАЯ
ОБРАБОТКА
Термическая обработка (металла, стали и цветных сплавов) – многоступенчатая предварительная либо финишная операция при изготовлении деталей и инструментов, состоящая из поочерёдных процессов нагрева до определённой температуры, выдержки с последующим охлаждением и обеспечивающая в рамках заданных температурных режимов нужные механические свойства в структуре металла.
Основное назначение термической обработки:
К основным видам термической обработки относят: отжиг, нормализацию, высокочастотный нагрев, отпуск и обработку холодом. Наиболее экономичными и производительными технологическими процессами упрочняющей обработки считаются поверхностная закалка при глубинном индукционном нагреве, цементация и нитроцементация.
Для значительного повышения сопротивления абразивному изнашиванию применяют процессы борирования и диффузионного хромирования, позволяющие получить в поверхностном слое химические соединения металлов, отличающиеся высокой твёрдостью.
В центре «Ионмет» можете заказать термическую обработку металла: химико-термической и термомеханической обработки сталей и цветных металлов в рамках типовых и современных технологий по требованиям заказчика.
Процесс термической обработки
Технологический процесс и схемы термообработки разрабатывается индивидуально под заказчика на основе исходных данных рабочих чертежей, спецификаций, ТУ. Оптимальный режим термической обработки и ключевые параметры тепловых расчётов – температура и время нагрева, выдержка и скорость охлаждения, среда нагрева и охлаждения – подбираются в зависимости от теплофизических свойств стали, особенностей и условий эксплуатации изделий, предшествующих и последующих операций процессов формообразования.
Для расчёта сроков и цены термообработки отправьте нам конструкторский чертёж с указанием технических условий на свойства микроструктуры: твёрдости, глубины (толщины) упрочненного поверхностного слоя, механических характеристик, а также категории прочности (КП), группы контроля, величины деформации, коробления, чистоты поверхности, наличие вмятин, царапин и других дефектов. Менеджеры центра грамотно решат все сопутствующие вопросы, в том числе связанные с необходимостью в проведении дополнительных операций – очистки от окалины или масла, правки деталей, услугами транспортировки и т. д.
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА (ХТО)
В отличие от термообработки, не предусматривающей какого-либо иного воздействия, кроме температурного, химико-термическая обработка (ХТО) связана с изменением состава металла (сплава) и поверхностных слоёв детали в результате не только нагрева, но и взаимодействия с окружающей средой. Иными словами, в процессе химико-термической обработки, основанной на сочетании термического и химического воздействия, происходит поверхностное насыщение металломатериала необходимым элементом (С, N, B, Al, Cr, Si, Ti и др.) путём диффузии активных атомов из внешней среды при высокой температуре.
Образованный диффузионный слой у поверхности детали отличается от исходного материала по химическому составу, структуре и свойствам. Не затронутый воздействием насыщающей среды материал детали под диффузионным слоем называется сердцевиной. Миниальный промежуток от поверхности насыщения до сердцевины образует толщину диффузионного слоя.
В промышленности ХТ-обработка широко применяется для деталей деталей машин и механизмов, работающих в негативных условиях износа, кавитации, циклических нагрузок, коррозии при криогенных или высоких температурах, с целью повышения поверхностной твёрдости, износостойкости, задиро- и эрозиостойкости, сопротивления контактной выносливости и изгибной усталостной прочности в поверхностных слоях металла.
К основным видам химико-термического метода обработки относят: цементацию, нитроцементацию, алитирование, сульфидирование, силицирование, а также:
Основное назначение термической обработки:
- подготовка, выравнивание структуры, устранение пористости, рыхлоты, расслоения и других металлургических дефектов, улучшение обрабатываемости материала для ускоренной диффузии;
- снятие остаточных напряжений от структурных и фазовых превращений, а также предварительной обработки для восстановления изотропных свойств, повышение точности геометрии изделий за счёт уменьшения коробления и деформации;
- повышение механических свойств готовых изделий путём воздействия на микроструктуру (размер зерна, создание субструктуры, распределение избыточных фаз);
- создание специальных свойств (прочность, трещиностойкость, ударная вязкость, устойчивость против коррозии).
- Первичная термообработка (ПТО, различные виды отжигов или термо-механическая обработка) – подготовка оптимальной однородной металлоструктуры с мелким или сверхмелким зерном для последующей механообработки резанием, а также холодной и горячей пластической деформации. Сочетание различных видов предварительной термической обработки способны на 10–30% усилить конечные свойства деталей.
- Итоговая упрочняющая термообработка (ОТО) готовых деталей по техническим условиям.
К основным видам термической обработки относят: отжиг, нормализацию, высокочастотный нагрев, отпуск и обработку холодом. Наиболее экономичными и производительными технологическими процессами упрочняющей обработки считаются поверхностная закалка при глубинном индукционном нагреве, цементация и нитроцементация.
Для значительного повышения сопротивления абразивному изнашиванию применяют процессы борирования и диффузионного хромирования, позволяющие получить в поверхностном слое химические соединения металлов, отличающиеся высокой твёрдостью.
В центре «Ионмет» можете заказать термическую обработку металла: химико-термической и термомеханической обработки сталей и цветных металлов в рамках типовых и современных технологий по требованиям заказчика.
- Предварительная термическая обработка (ПТО) отливок, поковок, сортового проката и других полуфабрикатов, штампового инструмента сложной формы для снятия остаточных литейных напряжений, исправления крупнозернистой структуры, уменьшения деформации при слесарной доводке, улучшения обрабатываемости резанием, подготовки структуры стали к окончательной термообработке, уменьшения чувствительности к образованию трещин.
- Комплексная термообработка с многократным высоко- и низкотемпературным нагревом сортового и листового проката, котельных, подшипниковых, нефтяных труб. Термическое упрочнение арматурной стали, отливок и других изделий. Стабилизация размеров подшипников, инструмента, зубчатых колёс и др. Устранение шлифовочных напряжений.
- Термомеханическая обработка (ТМО) стали труб, арматуры, поковок и штамповок с параллельным температурным и механическим воздействием (т. н. механотермическая деформация). Формирование в металле устойчивой субструктуры. Термическое упрочнение резцов, пружин, зубил, валов, фрез и другой металлопродукции.
- «Холодная» обработка инструментов из быстрорежущей стали, для придания изделиям твёрдости, жёсткости, вязкости и упругости.
- Различные виды упрочняющей химико-термической обработки (ХТО) металлов в специальной среде, включая ионное азотирование, МД-оксидирование, обработку в ваннах и другие работы по поверхностному насыщению изделий различными элементами путём диффузии. Берём в работу изделия с любыми размерами допуска, включая минимальные.
Процесс термической обработки
Технологический процесс и схемы термообработки разрабатывается индивидуально под заказчика на основе исходных данных рабочих чертежей, спецификаций, ТУ. Оптимальный режим термической обработки и ключевые параметры тепловых расчётов – температура и время нагрева, выдержка и скорость охлаждения, среда нагрева и охлаждения – подбираются в зависимости от теплофизических свойств стали, особенностей и условий эксплуатации изделий, предшествующих и последующих операций процессов формообразования.
Для расчёта сроков и цены термообработки отправьте нам конструкторский чертёж с указанием технических условий на свойства микроструктуры: твёрдости, глубины (толщины) упрочненного поверхностного слоя, механических характеристик, а также категории прочности (КП), группы контроля, величины деформации, коробления, чистоты поверхности, наличие вмятин, царапин и других дефектов. Менеджеры центра грамотно решат все сопутствующие вопросы, в том числе связанные с необходимостью в проведении дополнительных операций – очистки от окалины или масла, правки деталей, услугами транспортировки и т. д.
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА (ХТО)
В отличие от термообработки, не предусматривающей какого-либо иного воздействия, кроме температурного, химико-термическая обработка (ХТО) связана с изменением состава металла (сплава) и поверхностных слоёв детали в результате не только нагрева, но и взаимодействия с окружающей средой. Иными словами, в процессе химико-термической обработки, основанной на сочетании термического и химического воздействия, происходит поверхностное насыщение металломатериала необходимым элементом (С, N, B, Al, Cr, Si, Ti и др.) путём диффузии активных атомов из внешней среды при высокой температуре.
Образованный диффузионный слой у поверхности детали отличается от исходного материала по химическому составу, структуре и свойствам. Не затронутый воздействием насыщающей среды материал детали под диффузионным слоем называется сердцевиной. Миниальный промежуток от поверхности насыщения до сердцевины образует толщину диффузионного слоя.
В промышленности ХТ-обработка широко применяется для деталей деталей машин и механизмов, работающих в негативных условиях износа, кавитации, циклических нагрузок, коррозии при криогенных или высоких температурах, с целью повышения поверхностной твёрдости, износостойкости, задиро- и эрозиостойкости, сопротивления контактной выносливости и изгибной усталостной прочности в поверхностных слоях металла.
К основным видам химико-термического метода обработки относят: цементацию, нитроцементацию, алитирование, сульфидирование, силицирование, а также:
- Азотирование – диффузионное насыщение поверхностного слоя стали азотом при нагревании в соответствующей среде;
- Борирование– насыщение поверхности стали, тугоплавких металлов и никелевых сплавов бором с целью повышения твёрдости, износостойкости и коррозионной стойкости в водных растворах соляной, серной и фосфорной кислот;
- Хромирование – насыщение поверхности чугунных, стальных изделий и деталей из никелевых, вольфрамовых и других сплавов хромом.
Услуги термообработки стали, сплавов и металлов
Примеры термообработки деталей, выполненных работ нами:

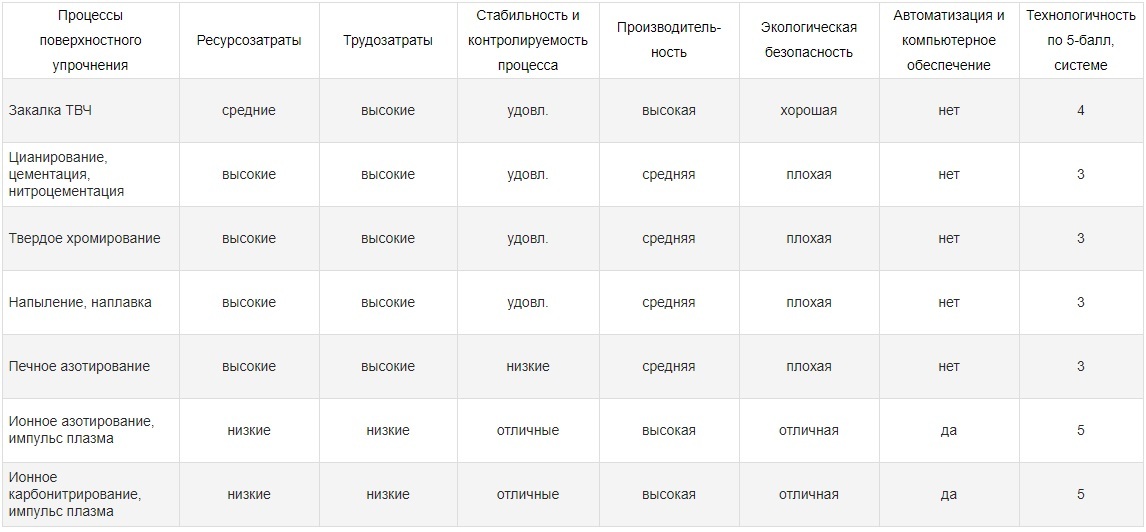
Оценка различных технологий поверхностного упрочнения
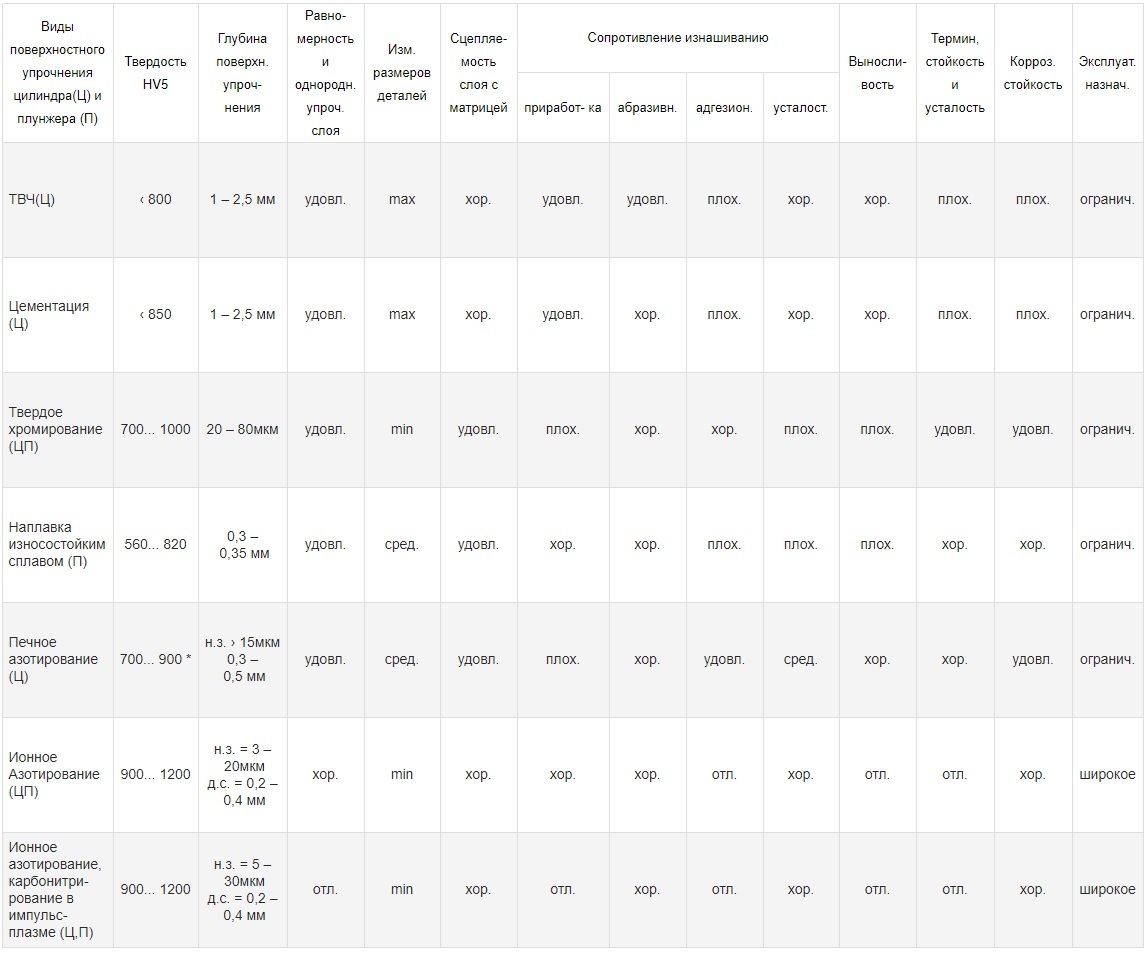
Влияние видов упрочнения на характеристики упрочненного слоя и его свойства на высокопрочных сталях
Для получения более подробной информации свяжитесь с нами:
- обратитесь в отдел сбыта по тел. +7 (343) 288-79-82;
- напишите письмо на электронную почту;
- нажмите на кнопку «Заказать звонок»;
- заполните поля в форме «Заявка на расчёт».
Заявка на расчет
Заполните поля
Нажатие кнопки «Заказать звонок» означает согласие с настоящей Политикой конфиденциальности.
Вся информация на сайте представлена с целью ознакомления, и ни при каких условиях не является публичной офертой.
Подробные технические условия зафиксированы в соответствующих нормативных документах.
Подробные технические условия зафиксированы в соответствующих нормативных документах.

© 2022 Производственная металлообрабатывающая компания «Ионмет»
620027, г. Екатеринбург,
ул. Я. Свердлова, 11а, оф. 123
ул. Я. Свердлова, 11а, оф. 123
+7 (343) 288-79-82
Пн – Пт: с 7.00 до 16.00 (MSK)

Политика конфиденциальности
Соблюдение Вашей конфиденциальности важно для нас. По этой причине, мы разработали Политику Конфиденциальности, которая описывает, как мы используем и храним Вашу информацию. Пожалуйста, ознакомьтесь с нашими правилами соблюдения конфиденциальности и сообщите нам, если у вас возникнут какие-либо вопросы.
Сбор и использование персональной информации
Под персональной информацией понимаются данные, которые могут быть использованы для идентификации определенного лица либо связи с ним.
От вас может быть запрошено предоставление вашей персональной информации в любой момент, когда вы связываетесь с нами.
Ниже приведены некоторые примеры типов персональной информации, которую мы можем собирать, и как мы можем использовать такую информацию.
Какую персональную информацию мы собираем:
Мы не раскрываем полученную от Вас информацию третьим лицам.
Исключения:
Мы предпринимаем меры предосторожности — включая административные, технические и физические — для защиты вашей персональной информации от утраты, кражи, и недобросовестного использования, а также от несанкционированного доступа, раскрытия, изменения и уничтожения.
Соблюдение вашей конфиденциальности на уровне компании
Для того чтобы убедиться, что ваша персональная информация находится в безопасности, мы доводим нормы соблюдения конфиденциальности и безопасности до наших сотрудников, и строго следим за исполнением мер соблюдения конфиденциальности.
Сбор и использование персональной информации
Под персональной информацией понимаются данные, которые могут быть использованы для идентификации определенного лица либо связи с ним.
От вас может быть запрошено предоставление вашей персональной информации в любой момент, когда вы связываетесь с нами.
Ниже приведены некоторые примеры типов персональной информации, которую мы можем собирать, и как мы можем использовать такую информацию.
Какую персональную информацию мы собираем:
- Когда вы оставляете заявку на сайте, мы можем собирать различную информацию, включая ваши имя, номер телефона, адрес электронной почты и т.д.
- Собираемая нами персональная информация позволяет нам связываться с вами и сообщать об уникальных предложениях, акциях и других мероприятиях и ближайших событиях.
- Время от времени, мы можем использовать вашу персональную информацию для отправки важных уведомлений и сообщений.
- Мы также можем использовать персональную информацию для внутренних целей, таких как проведения аудита, анализа данных и различных исследований в целях улучшения услуг предоставляемых нами и предоставления Вам рекомендаций относительно наших услуг.
- Если вы принимаете участие в розыгрыше призов, конкурсе или сходном стимулирующем мероприятии, мы можем использовать предоставляемую вами информацию для управления такими программами.
Мы не раскрываем полученную от Вас информацию третьим лицам.
Исключения:
- В случае если необходимо — в соответствии с законом, судебным порядком, в судебном разбирательстве, и/или на основании публичных запросов или запросов от государственных органов на территории РФ — раскрыть вашу персональную информацию. Мы также можем раскрывать информацию о вас если мы определим, что такое раскрытие необходимо или уместно в целях безопасности, поддержания правопорядка, или иных общественно важных случаях.
- В случае реорганизации, слияния или продажи мы можем передать собираемую нами персональную информацию соответствующему третьему лицу – правопреемнику.
Мы предпринимаем меры предосторожности — включая административные, технические и физические — для защиты вашей персональной информации от утраты, кражи, и недобросовестного использования, а также от несанкционированного доступа, раскрытия, изменения и уничтожения.
Соблюдение вашей конфиденциальности на уровне компании
Для того чтобы убедиться, что ваша персональная информация находится в безопасности, мы доводим нормы соблюдения конфиденциальности и безопасности до наших сотрудников, и строго следим за исполнением мер соблюдения конфиденциальности.
Get free lesson
Just type your contacts
It's totally free