





Екатеринбург, ул. Я. Свердлова, 11а, оф. 123
Пн – Пт: с 7.00 до 16.00 (MSK)
Заказать звонок
Заполните поля
Нажатие кнопки «Заказать звонок» означает согласие с настоящей Политикой конфиденциальности.

ИОННО-ПЛАЗМЕННОЕ АЗОТИРОВАНИЕ (ИПА)
Ионно-плазменное азотирование (ИПА) – это, пожалуй, один из передовых методов упрочнения деталей из чугуна, углеродистых, легированных и инструментальных сталей, сплавов из титана, металлокерамики, а также порошковых материалов. Использование различных газовых сфер, влияющих, в зависимости от их состава, на свойства обрабатываемой поверхности, позволяет достичь высокой эффективности данной технологии.
ИПА активно используется для машиностроения, авиационной и автомобильной промышленности, производстве, связанном с высокой точностью, в топливно-энергетическом, нефтегазовом, горнодобывающем производстве, поскольку данная технология прекрасно зарекомендовала себя при обработке деталей, работающих в агрессивных средах, которые подвержены трению и химической коррозии.
Обработка методом ИПА повышает характеристики поверхностей деталей, увеличивает эксплуатационную надежность, в частности, усиливает контактную прочность, сопротивляемость к образованию микротрещин, повышает стойкость к коррозии и контактную прочность.
Преимущества ионно-плазменного азотирования
Основные экономические и технологические преимущества ионно-плазменного азотирования заключаются в низком потреблении энергии, повышении производительности и увеличении срока службы детали в несколько раз.
Сам процесс ИПА насыщает поверхностный слой детали азотом или смесью азота и углерода. Это способствует образованию на поверхности равномерного высококачественного покрытия с определенной структурой и составом.
Процесс обработки изделия сокращается в 3-5 раз, а титановых сплавов в 5-10 раз. При помощи технологии ионно-плазменного анодирования можно обрабатывать детали как с глухими. Так и сквозными отверстиями. Благодаря режиму низких температур охлаждение можно проводить с любой скоростью, что исключает возникновение мартенсита, структурных превращений стали, уменьшает возможность появления повреждений и усталостных разрушений. Если необходимо упрочнить и повысить рабочие характеристики без изменения твердости в сердцевине деталей из инструментальных легированных, быстрорежущих и мартенситно-стареющих сталей, процесс ИПА производится при температурах ниже 500С.
Технология ионно-плазменного азотирования отлично подходит для финишной обработки поверхности, поскольку сохраняет первоначальную шероховатость в пределах Ra=0,63...1,2 мкм, не искривляет и не деформирует деталь. Кроме того, применение метода ИПА безвредно для экологии.
Технология процесса
Технологический процесс ионно-плазменного азотирования производится в условиях разряженного атмосферного давления (0,5 – 10 мбар). В зависимости от сплава, из которого изготовлена деталь, в камеру подается либо смесь азота с водородом – для обработки сталей, чугуна, либо азот – для титановых сплавов. Между изделием, находящимся в обработке, и стенками камеры образуется тлеющий заряд, который, в свою очередь, способствует образованию плазмы, в результате чего создается рабочая среда с заряженными ионами, молекулами и атомами, что и формирует на поверхности тончайшую азотную пленку.
Состав рабочей газовой среды, ее температура и длительность протекания процесса ИПА оказывают влияние на итоговый результат, и, в то же время зависят от состава обрабатываемой детали.
Методом ионного азотирования проходят обработку детали со сложным контуром и труднодоступными поверхностями любых размеров и форм, например, шестерни, матрицы, пресс-формы, зубчатые венцы, инструмент для бурения и резки, валы и т.д. Для некоторых деталей метод ИПА является единственной технологией, позволяющей минимизировать брак.
Свойства изделий после упрочнения методом ИПА
При помощи обработки методом ИПА упрочняются инструменты и детали почти всех промышленных отраслей.
За счет того, что азотистая поверхностная пленка не позволяет жидкому металлу прилипать в зоне его подачи, обеспечивается высококачественная отливка пресс-форм, что значительно продляет срок службы детали. Также в несколько раз увеличивается стойкость режущего и штампового инструмента различных марок сталей. Это происходит за счет того, что азотная пленка на поверхности инструмента снижает коэффициент трения и исключает налипание стружки на режущий край. Тем самым скорость резания может быть значительно увеличена.
Предприятие «Ионмет» производит ионное азотирование сталей, инструмента, изделий, валов и различной поверхности. Режим обработки подбирается исходя из тех технических характеристик, которые требуется достичь в итоге. Упрочнение поверхностного слоя увеличивает стойкость к коррозии и износу.
У специалистов компании «Ионмет» вы можете уточнить перечень деталей для упрочнения с целью обработки. Наши эксперты помогут вам выяснить, можно ли методом азотирования обработать ваши крупногабаритные детали со сложным контуром. Чтобы точно определить технические условия обработки ИПА и начать сотрудничество, отправляйте нам на почту чертеж с указанием марки стали и технологию изготовления детали.
ИПА активно используется для машиностроения, авиационной и автомобильной промышленности, производстве, связанном с высокой точностью, в топливно-энергетическом, нефтегазовом, горнодобывающем производстве, поскольку данная технология прекрасно зарекомендовала себя при обработке деталей, работающих в агрессивных средах, которые подвержены трению и химической коррозии.
Обработка методом ИПА повышает характеристики поверхностей деталей, увеличивает эксплуатационную надежность, в частности, усиливает контактную прочность, сопротивляемость к образованию микротрещин, повышает стойкость к коррозии и контактную прочность.
Преимущества ионно-плазменного азотирования
Основные экономические и технологические преимущества ионно-плазменного азотирования заключаются в низком потреблении энергии, повышении производительности и увеличении срока службы детали в несколько раз.
Сам процесс ИПА насыщает поверхностный слой детали азотом или смесью азота и углерода. Это способствует образованию на поверхности равномерного высококачественного покрытия с определенной структурой и составом.
Процесс обработки изделия сокращается в 3-5 раз, а титановых сплавов в 5-10 раз. При помощи технологии ионно-плазменного анодирования можно обрабатывать детали как с глухими. Так и сквозными отверстиями. Благодаря режиму низких температур охлаждение можно проводить с любой скоростью, что исключает возникновение мартенсита, структурных превращений стали, уменьшает возможность появления повреждений и усталостных разрушений. Если необходимо упрочнить и повысить рабочие характеристики без изменения твердости в сердцевине деталей из инструментальных легированных, быстрорежущих и мартенситно-стареющих сталей, процесс ИПА производится при температурах ниже 500С.
Технология ионно-плазменного азотирования отлично подходит для финишной обработки поверхности, поскольку сохраняет первоначальную шероховатость в пределах Ra=0,63...1,2 мкм, не искривляет и не деформирует деталь. Кроме того, применение метода ИПА безвредно для экологии.
Технология процесса
Технологический процесс ионно-плазменного азотирования производится в условиях разряженного атмосферного давления (0,5 – 10 мбар). В зависимости от сплава, из которого изготовлена деталь, в камеру подается либо смесь азота с водородом – для обработки сталей, чугуна, либо азот – для титановых сплавов. Между изделием, находящимся в обработке, и стенками камеры образуется тлеющий заряд, который, в свою очередь, способствует образованию плазмы, в результате чего создается рабочая среда с заряженными ионами, молекулами и атомами, что и формирует на поверхности тончайшую азотную пленку.
Состав рабочей газовой среды, ее температура и длительность протекания процесса ИПА оказывают влияние на итоговый результат, и, в то же время зависят от состава обрабатываемой детали.
Методом ионного азотирования проходят обработку детали со сложным контуром и труднодоступными поверхностями любых размеров и форм, например, шестерни, матрицы, пресс-формы, зубчатые венцы, инструмент для бурения и резки, валы и т.д. Для некоторых деталей метод ИПА является единственной технологией, позволяющей минимизировать брак.
Свойства изделий после упрочнения методом ИПА
При помощи обработки методом ИПА упрочняются инструменты и детали почти всех промышленных отраслей.
За счет того, что азотистая поверхностная пленка не позволяет жидкому металлу прилипать в зоне его подачи, обеспечивается высококачественная отливка пресс-форм, что значительно продляет срок службы детали. Также в несколько раз увеличивается стойкость режущего и штампового инструмента различных марок сталей. Это происходит за счет того, что азотная пленка на поверхности инструмента снижает коэффициент трения и исключает налипание стружки на режущий край. Тем самым скорость резания может быть значительно увеличена.
Предприятие «Ионмет» производит ионное азотирование сталей, инструмента, изделий, валов и различной поверхности. Режим обработки подбирается исходя из тех технических характеристик, которые требуется достичь в итоге. Упрочнение поверхностного слоя увеличивает стойкость к коррозии и износу.
У специалистов компании «Ионмет» вы можете уточнить перечень деталей для упрочнения с целью обработки. Наши эксперты помогут вам выяснить, можно ли методом азотирования обработать ваши крупногабаритные детали со сложным контуром. Чтобы точно определить технические условия обработки ИПА и начать сотрудничество, отправляйте нам на почту чертеж с указанием марки стали и технологию изготовления детали.
Для чего нужно азотирование?
Примеры ионно-плазменного азотирования:
ИОННОЕ АЗОТИРОВАНИЕ ДЕТАЛЕЙ
Услуги по азотированию

Повышение износостойкости и коррозионной устойчивости, уменьшение прилипания металла при литье

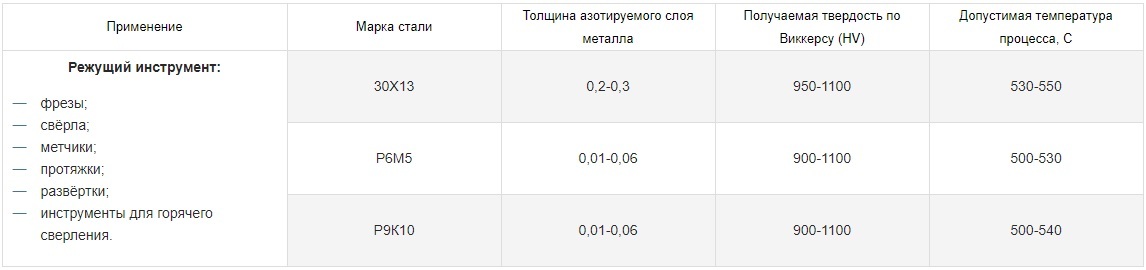
Повышение износостойкости инструмента и производительности процесса резания, улучшение режущих свойств
Для получения более подробной информации свяжитесь с нами:
- обратитесь в отдел сбыта по тел. +7 (343) 288-79-82;
- напишите письмо на электронную почту;
- нажмите на кнопку «Заказать звонок»;
- заполните поля в форме «Заявка на расчёт».
Заявка на расчет
Заполните поля
Нажатие кнопки «Заказать звонок» означает согласие с настоящей Политикой конфиденциальности.
Вся информация на сайте представлена с целью ознакомления, и ни при каких условиях не является публичной офертой.
Подробные технические условия зафиксированы в соответствующих нормативных документах.
Подробные технические условия зафиксированы в соответствующих нормативных документах.

© 2022 Производственная металлообрабатывающая компания «Ионмет»
620027, г. Екатеринбург,
ул. Я. Свердлова, 11а, оф. 123
ул. Я. Свердлова, 11а, оф. 123
+7 (343) 288-79-82
Пн – Пт: с 7.00 до 16.00 (MSK)

Политика конфиденциальности
Соблюдение Вашей конфиденциальности важно для нас. По этой причине, мы разработали Политику Конфиденциальности, которая описывает, как мы используем и храним Вашу информацию. Пожалуйста, ознакомьтесь с нашими правилами соблюдения конфиденциальности и сообщите нам, если у вас возникнут какие-либо вопросы.
Сбор и использование персональной информации
Под персональной информацией понимаются данные, которые могут быть использованы для идентификации определенного лица либо связи с ним.
От вас может быть запрошено предоставление вашей персональной информации в любой момент, когда вы связываетесь с нами.
Ниже приведены некоторые примеры типов персональной информации, которую мы можем собирать, и как мы можем использовать такую информацию.
Какую персональную информацию мы собираем:
Мы не раскрываем полученную от Вас информацию третьим лицам.
Исключения:
Мы предпринимаем меры предосторожности — включая административные, технические и физические — для защиты вашей персональной информации от утраты, кражи, и недобросовестного использования, а также от несанкционированного доступа, раскрытия, изменения и уничтожения.
Соблюдение вашей конфиденциальности на уровне компании
Для того чтобы убедиться, что ваша персональная информация находится в безопасности, мы доводим нормы соблюдения конфиденциальности и безопасности до наших сотрудников, и строго следим за исполнением мер соблюдения конфиденциальности.
Сбор и использование персональной информации
Под персональной информацией понимаются данные, которые могут быть использованы для идентификации определенного лица либо связи с ним.
От вас может быть запрошено предоставление вашей персональной информации в любой момент, когда вы связываетесь с нами.
Ниже приведены некоторые примеры типов персональной информации, которую мы можем собирать, и как мы можем использовать такую информацию.
Какую персональную информацию мы собираем:
- Когда вы оставляете заявку на сайте, мы можем собирать различную информацию, включая ваши имя, номер телефона, адрес электронной почты и т.д.
- Собираемая нами персональная информация позволяет нам связываться с вами и сообщать об уникальных предложениях, акциях и других мероприятиях и ближайших событиях.
- Время от времени, мы можем использовать вашу персональную информацию для отправки важных уведомлений и сообщений.
- Мы также можем использовать персональную информацию для внутренних целей, таких как проведения аудита, анализа данных и различных исследований в целях улучшения услуг предоставляемых нами и предоставления Вам рекомендаций относительно наших услуг.
- Если вы принимаете участие в розыгрыше призов, конкурсе или сходном стимулирующем мероприятии, мы можем использовать предоставляемую вами информацию для управления такими программами.
Мы не раскрываем полученную от Вас информацию третьим лицам.
Исключения:
- В случае если необходимо — в соответствии с законом, судебным порядком, в судебном разбирательстве, и/или на основании публичных запросов или запросов от государственных органов на территории РФ — раскрыть вашу персональную информацию. Мы также можем раскрывать информацию о вас если мы определим, что такое раскрытие необходимо или уместно в целях безопасности, поддержания правопорядка, или иных общественно важных случаях.
- В случае реорганизации, слияния или продажи мы можем передать собираемую нами персональную информацию соответствующему третьему лицу – правопреемнику.
Мы предпринимаем меры предосторожности — включая административные, технические и физические — для защиты вашей персональной информации от утраты, кражи, и недобросовестного использования, а также от несанкционированного доступа, раскрытия, изменения и уничтожения.
Соблюдение вашей конфиденциальности на уровне компании
Для того чтобы убедиться, что ваша персональная информация находится в безопасности, мы доводим нормы соблюдения конфиденциальности и безопасности до наших сотрудников, и строго следим за исполнением мер соблюдения конфиденциальности.
Get free lesson
Just type your contacts
It's totally free